双管板换热器A-TIG焊接技术研究
摘要:为了解决双管板换热器中内侧管板与换热管的连接难题,采用A-TIG焊接技术,自行配制了活性剂,研究了A-TIG焊接工艺参数对焊缝成形的影响,并设计了一种特殊的焊炬。通过焊接试验和实践应用证明,A-TIG焊满足实际焊接要求。A-TIG焊接技术在双管板换热器上应用可行,前景广阔。
双管板换热器是制造多晶硅的核心设备。目前,双管板一般均采用胀接(机械胀或者液压胀)方法来保证密封,但经常受到管子的直径、厚度以及U型管等因素的影响。管子直径越小、壁厚越厚,胀接就越难实施,隔腔筒体长(达到500mm)不易胀接,风险较大,且胀接后容易泄漏,一旦泄漏将会给多晶硅企业带来巨大损失。鉴此,考虑从焊接的角度来解决双管板内侧管板与换热管的连接难题。
A-TIG焊技术是一种基于TIG焊的焊接新工艺。它既继承了TIG焊焊接质量良好,可以大幅度增加焊缝熔深,提高焊接生产率的优点,又克服了TIG焊单道焊熔深小、焊接生产率低、使其应用场合大受限制的缺点[1]。A-TIG焊接新技术的发展为我们提供了一种焊接管板的新方法。
为了解决双管板换热器内侧管板焊接的难题,本研究提出了一种能伸入到内侧管板进行焊接的A-TIG焊接系统,设计了A-TIG焊焊炬,并进行了A-TIG焊接试验,以研究该系统的有效性和工艺参数、活性剂对焊接成形质量的影响。
1·焊接试验
1.1活性剂的配制及使用方法
A-TIG焊是通过调节活性剂中微量元素的组成和含量来达到控制焊缝成形和提高焊接质量的。现已报道的几种具体钢种的活性焊剂的成分均由氧化物或氧化物与卤化物的混合物组成。本研究根据国内外对A-TIG活性剂成分的研究成果,自行配置了活性剂,其主要成分如表1所示。
一般的活性焊剂为细粉状,为便于涂敷以及防止焊接时保护气体将其吹散,应用易挥发的溶剂(丙酮或乙醇)将其溶解成糊状,焊接前均匀地涂抹在待焊处两侧。活性焊剂的用量应根据工件的厚度、焊接条件和所需解决的技术问题决定,用量一般控制在0.1~0.5g/m。实际生产中涂敷活性焊剂时,涂层的厚度以充分遮盖待焊金属的本色为宜[2]。
1.2焊接工艺参数对焊缝成形的影响
试验设备选用奥地利的MAGICWAVE2600型交直流脉冲钨极氩弧焊机,加拿大GULLCO自动行走小车,研究不同焊接工艺参数对焊缝成形的影响。
(1)焊接电流对焊缝成形的影响在弧长、焊接速度和活性剂涂层厚度一定的情况下,研究焊接电流对焊缝成形的影响。试验结果表明,焊接电流不同时,熔深也随之变化,随着焊接电流的增加,普通TIG焊和A-TIG焊的熔深都会随之增大,但A-TIG焊的熔深明显大于普通TIG焊的熔深。对于普通TIC焊,增大焊接电流可以使熔深和熔宽都有所增加,但熔宽增加更加显著,而A-TIG焊焊接电流对焊缝熔深增加作用是显著的,对熔宽的影响却很小。
(2)焊接速度对焊缝成形的影响在弧长、焊接电流和活性剂涂层厚度一定的情况下,研究焊接速度对焊缝成形的影响。在同一焊接速度下,A-TIG焊的熔深大于普通TIG焊的熔深。随着焊接速度的增加,普通TIG焊和A-TIG焊熔深都有所减小,但是对A-TIG焊的影响比较小,焊接速度对焊缝熔宽的影响并不大,在同一焊接速度下A-TIG焊的熔宽小于的普通TIG焊的熔宽。 (3)弧长对焊缝成形的影响在焊接速度、焊接电流和活性剂涂层厚度一定的情况下,研究弧长对焊缝成形的影响。当弧长大于3mm时,随着弧长的增加,熔深增加减少;当弧长小于3mm时,随着弧长的增加,熔深增加显著。当弧长过大时,电弧不稳定,气体保护效果差。当弧长过小时,钨极易过热降低其使用寿命,也有可能出现夹钨缺陷。所以本文选择弧长为3mm。
根据以上试验结果,拟定双管板换热器A-TIG焊接工艺条件为:焊接的基值电流为35A,峰值电流为185A,脉冲频率为1Hz,脉宽比为2∶3;电弧电压为10.8V;焊接速度为120mm/min;钨极直径为2.4mm,平顶直径为0.75mm,顶锥角为35°;气体纯度99.99%,流量为6L/min;弧长取3mm。
2·双管板换热器A-TIG焊接
2.1焊炬的设计
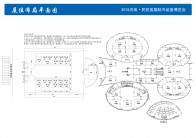
根据双管板的结构,普通焊枪无法达到,无法进行内孔全位置焊接,要求设计的焊炬能适应狭小管内空间,同时又功能齐全,因此,本文设计了一种特殊的焊炬,用来解决双管板换热器内管板与换热管可靠连接的难题。所设计焊炬的总体构造如图1所示,主要由进气管、进水管、出水管、黄铜连接块、绝缘环、外定位套、热塑管、内定位芯、导电嘴、钨棒、陶瓷喷嘴、钨棒固定螺栓和腔体等组成,在焊接过程中,由进气管通入纯净的氩气,以起到良好的保护作用;由进水管通入纯净水,并由出水管输出,使水不断循环,达到冷却焊枪的目的;黄铜连接块起到固定进气管、进水管、出水管和腔体的作用,使之在焊接中不能移动;焊枪进入管子后与管壁之间的距离非常小,焊接时容易被高频电击穿,所以在焊枪的外表面有绝缘环和热塑管起绝缘作用,防止操作人员触电;焊接时通过换热管的内径和外径来定位,焊枪上的外定位套和内定位芯分别与换热管的外壁和内壁接触,保证焊枪和换热管在同一中心线上。这样可以保证在焊接期间弧长均匀,不发生变化的情况下焊接一周;专门计算和设计了专用的导电嘴,根据许用电流的大小,选择合适的钨棒,针对陶瓷喷嘴容易开裂和熔化的缺点,选用耐高温、绝缘性能好的氮化硅作为喷嘴材质,通过巧妙设计其结构,使之达到较好的焊接效果。焊炬实物如图2所示。
2.2 A-TIG焊接
用设计的焊炬在模拟试件上进行了验证试验,焊接时先将配制好的活性剂(成分如表1)涂抹在换热管内壁,等活性剂中丙酮挥发后再将整个焊枪伸入到换热管中,利用上述拟定的A-TIG焊接工艺参数焊接换热器管板试件。焊接试件的剖面如图3所示。从焊接试件上取样,根据相关标准经拉伸、弯曲试验,结果合格。按照GB/T4334-2008《金属和合金的腐蚀不锈钢晶间腐蚀试验方法》中方法E—不锈钢硫酸-硫酸铜腐蚀试验方法,晶间腐蚀经16h微沸后,弯曲无裂纹,结果合格。
双管板换热器产品如图4所示。产品根据JB/T4730.5承压设备无损检测渗透检测,结果合格。根据QJ2862-96压力容器焊缝氦质谱吸枪罩盒检漏试验方法,经氦质谱检漏,产品合格。
3·结论
(1)本文所设计的A-TIG焊焊炬具有很好的实用性,焊炬结构轻巧,冷却系统和绝缘性能良好,满足实际焊接的要求。
(2)焊接试验结果表明:活性剂成分、涂层厚度、焊接电流、焊接速度和弧长对焊缝成形,尤其是对焊缝熔深有很大的影响,通过试验,确定了焊接工艺参数。
(3)通过应用试验表明:A-TIG焊接质量符合双管板换热器内侧管板与换热管的焊接要求,在双管板换热器内侧管板与换热管中应用A-TIG焊是可行的。
参考文献:
[1]葛小层.A-TIG焊接技术的研究与发展[J].汽车工艺与材料,2003,(5):13-15.
[2]杨春利.发展中的活性化焊接技术[A].第三届计算机在焊接中的应用技术交流会论文集(C).上海,2000.298-303.
作者: 刁志锋1,杨树彪1,黄仁龙1,嵇庆和1,严华2,顾芝敏2 (1.江苏省特种设备安全监督检验研究院江阴分院,江苏江阴214434;2.江苏双良锅炉有限公司,江苏江阴214444)